
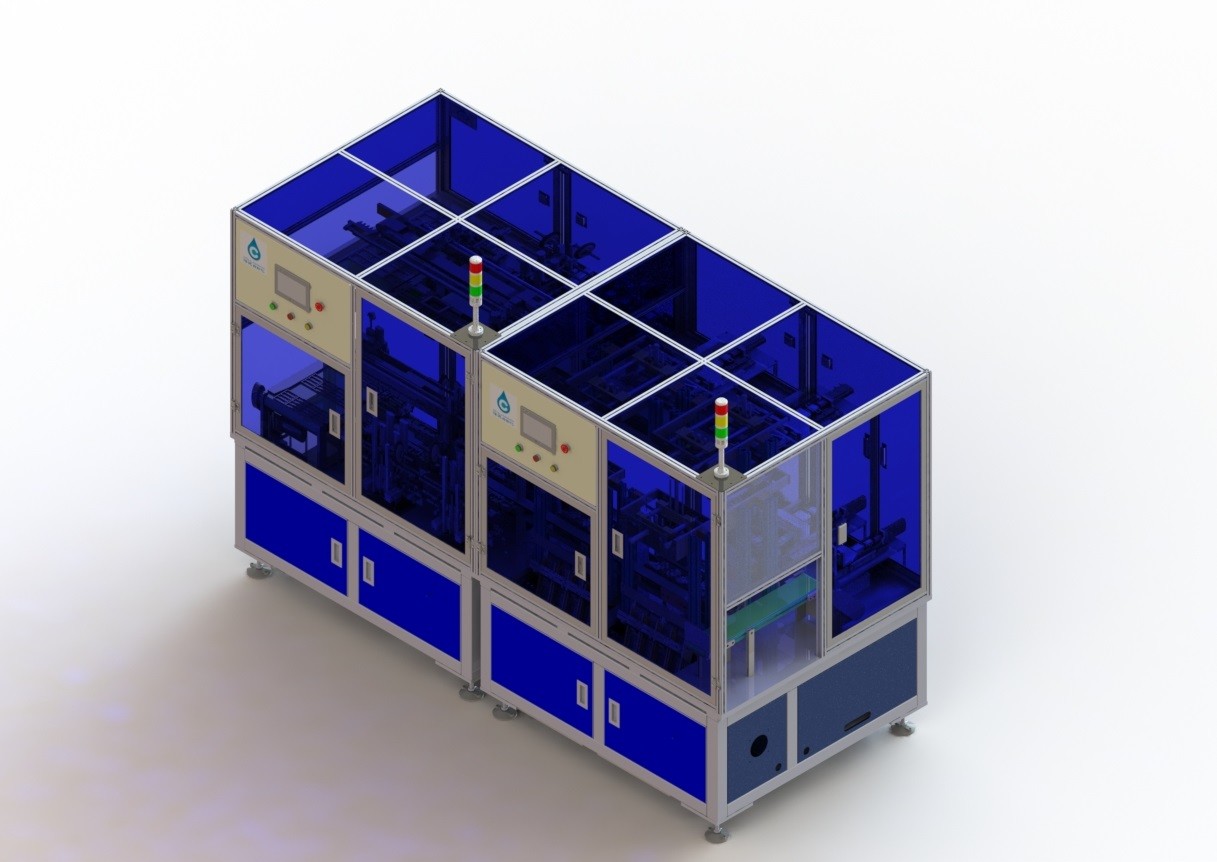
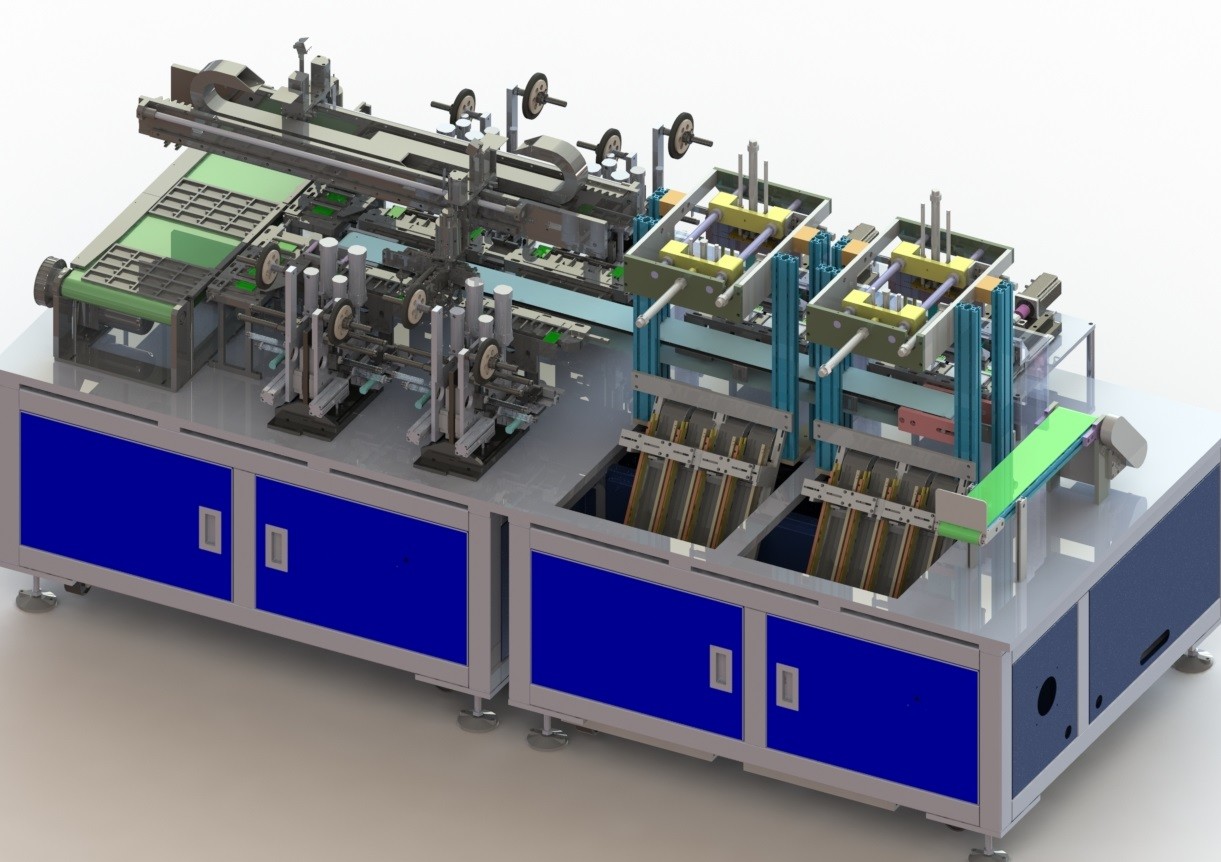

외피 기계로의 고속 케케묵은 리튬 전지셀 꼬리 부분 스티커
1. 설계 요구 사항
1.1. 적용 가능한 코일러 사이즈 : 폭 : 30 ~ 70 밀리미터 ;높이 : 36 ~ 80 밀리미터, 두께 : 3.0 ~ 10 밀리미터. 1.2. 롤 코어가 접착된 후 좌측에 대한 접착지의 길이는 L4입니다 :0.2 ~ 1 밀리미터 1.3. 릴에서 양측은 대칭적이고 절대적인 차이점이 0 ~ 3 밀리미터입니다. 1.4. 진동판 종이캔은 롤 코어가 접착된 (진동판 용지가 진동판을 노출시키지 않고 롤 코어의 내부로 구부립니다) 1.5인 후에 롤 코어에 밝혀지지 않습니다. 전극 조각과 진동판은 롤 코어가 접착되는 후에 손상되지 않을 것입니다. 1.6 외피에 들어갈 때, 코일 코어와 외피 입 1.7 사이에 가이드홈이 있을 것입니다. 코일 코어 정부 귀는 하부 접착제를 붙이고 외피에 들어가는 절차 동안 구부러지지 않습니다. 1.8. 포탄에 들어가는 것 뒤에 코일 코어와 포탄에서 쪽 사이의 디 앵글은 ≤ 50 1.9 코일링 핵심 사이의 거리이고 포탄에 들어가는 것 뒤에 포탄 바닥의 내벽이 L3을 요구합니다 :0.5±0.2mm ; 1.10. 코일 코어와 외피 L1과 L2의 2개 모서리 사이의 거리는 요구합니다 : ≥0.1mm 1.11, 코일 코어와 코일 코어 뒤에 있는 외피 1.12의 모서리 사이의 차이가 외피에 들어간다고, 그것은 자동적으로 음극 귀와 외피 입의 노출 사이의 거리를 시험하고, OK 또는 NG을 결정할 수 있습니다 또한 본 시험 그림에서 어떤 요구가 있다고 결정된 이것이 극 귀의 지급 재료의 길이 에러 때문에 있지 않습니다는지 아닌지에 의해?) 1.13. 생산 자격 비율 ≥ 99.8% 1.14. 생산 수율 ≥ 95%와 생산 효율 ≥40PPM 1.15. 스위칭 모델의 작동 시간은 30 분을 초과하여서는 안됩니다
|
|
항목
|
상술
|
|
기술적인 매개 변수
|
효율(PPM)
|
40PPM
|
|
보조 시간 (MIN)/shift
|
30
|
|
|
상품 통과율
|
99.8%
|
|
|
곡물 또는 움직임의 금리
|
95%
|
|
|
제품 모델 대체 시간
|
3
|













