
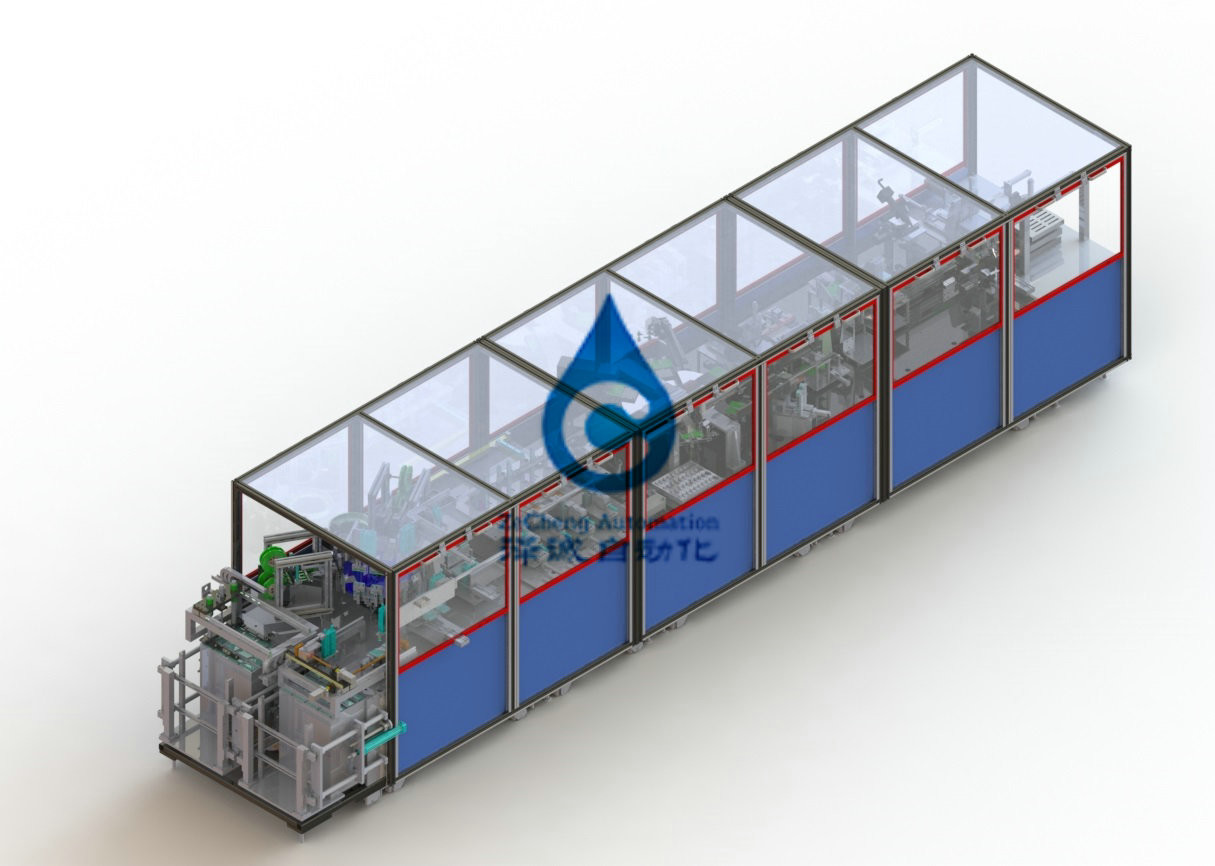
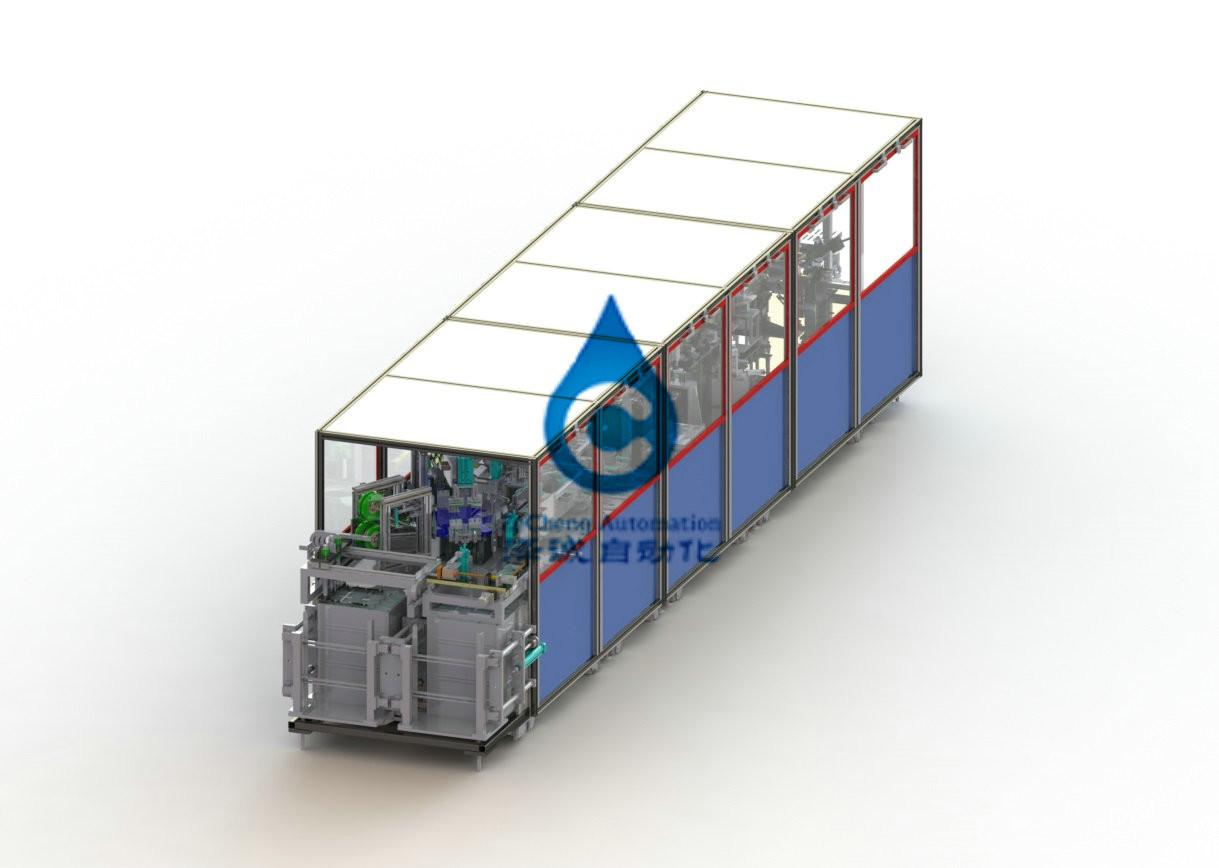
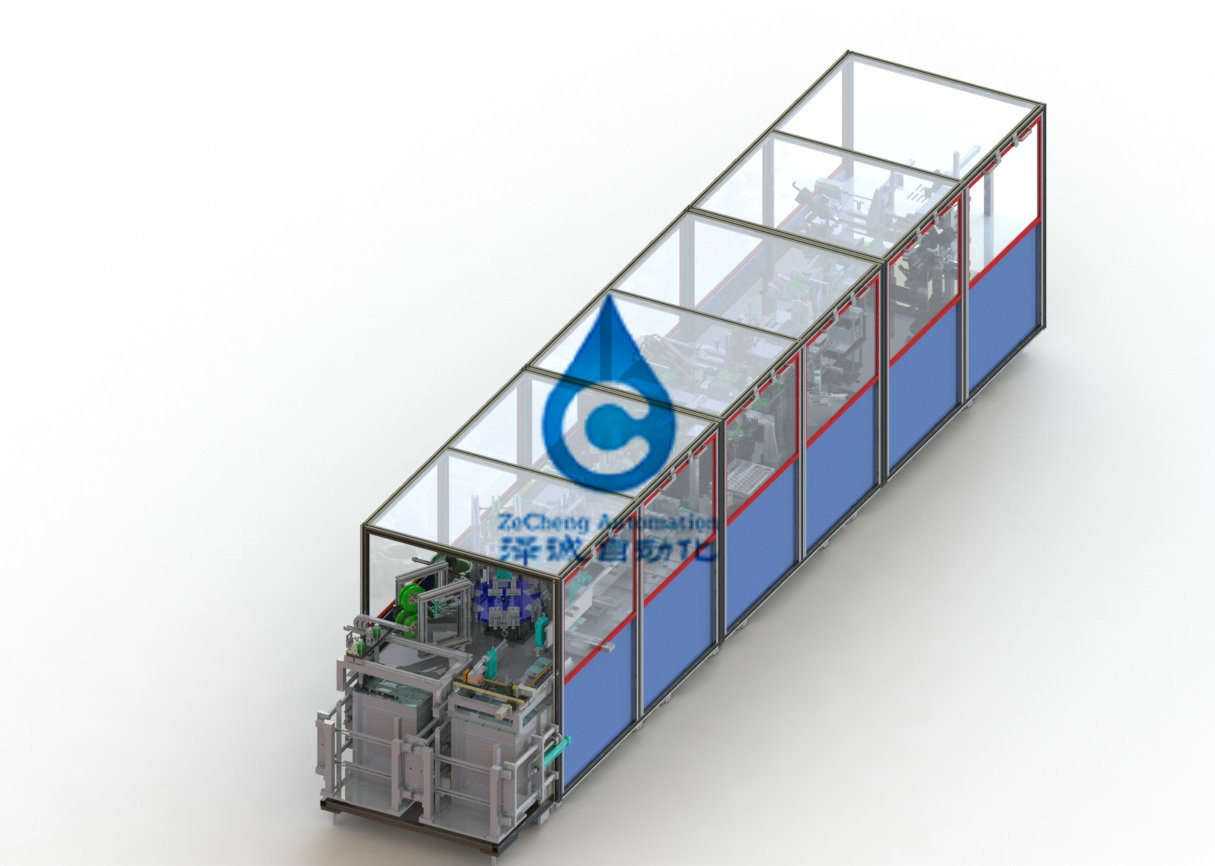
완전 자동 정방형 배터리 조립 라인에 대한 설계 요구 사항
1.1. 이 계획은 * * * 배터리 Co., Ltd.에 의해 제공된 전지 조립체 요구를 기반으로 하고, 케케묵은 유형 배터리 자동 생산 라인을 설계합니다.
1.2. 생산 라인 능력 요구량 : 자동 배터리의 전체 생산 속도는 조립 라인은 약 25PPM입니다 ;
1.3. 적용 가능한 배터리의 크기 : 배터리 길이 : 36 ~ 80 밀리미터, 배터리 폭 : 30 ~ 70 밀리미터, 배터리 두께 : 3.0 ~ 10 밀리미터
1.4. 전지 조립체 생산 과정 : 위로 - 위치설정 반복해서 곧은 북극 귀 - 가스킷, 플라스틱 백을 커버하기 위한 스틱 테이프와 블랭킹을 플립시키기 위한 머리 - 통화 전루 - 하부 접착제를 - 플립시키기 위해 피딩되는 원료에서 쉘 - 위치결정 클램핑과 돌기부 덮개 판 초음파 용접에 대한 귀를 극단적으로 줄이으면서, 저항 용접 1-2 - 인장 검사 - 회로 시험, 레이저 스폿 용접, 배터리를 단락시키기 위해 차단하기 위한 북극 귀를 만곡시키면서, 판 평탄화를 커버하기 위한 저항 용접 역공급.
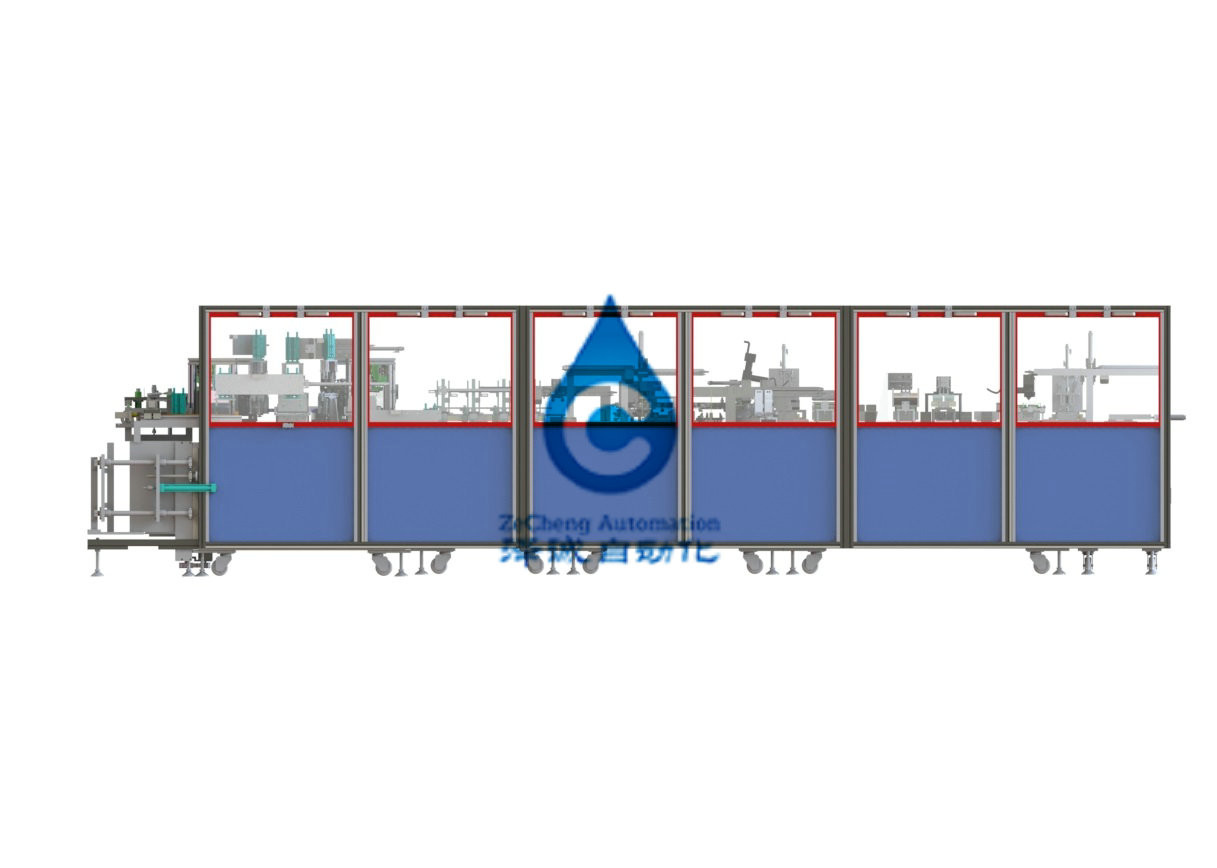
1.5. 제어 시스템 : 개스킷 패킹 시스템, 외피 시스템에서 접착제, 막대기 귀 감사와 용접 시스템과 막대기 귀 굽힘과 밀봉 시스템을 포함하여 시스템은 4 일련으로 구성됩니다. 시스템의 각각 일련은 독립적으로 PLC에 의해 제어됩니다.
1.6. 정방형 배터리 자동 조립 라인 성분 장비 :
| 아니오. | 처리명 | 장치 이름 | 장비 케이퍼빌러티 | 기록 |
| 1 | 공급 | 자동 공급기 | 25ppm | |
| 2 | 가스킷 팩 접착제 | 휴대폰 제상기 | 25 PPM | 테이프, 가스킷 안으로, 반복해서 곧은 극 귀를 포함합니다 |
| 3 | 외피 안으로 | 셀 공급 장치 | 25 PPM | |
| 4 | 점검을 용접하는 막대기 귀 | 막대기 귀 커버 판 용접기 | 25 PPM | 막대기 귀와 결함 제품의 제거의 길이와 거리의 탐지 |
| 5 | 커버 판 | 병마개기를 만곡시키는 막대기 귀 | 25 PPM | 막대기 돌기 굽힘, 봉합, 레이저 스폿 용접 반대론자 - 반발을 포함합니다 |
2. 에너지 매체
2.1.6.1 힘
2.1.6.1.1 전압 AC230V± 10% 역위상의 즉석 변화
2.1.6.1.2 주파수 50 hz + 1 hz
2.1.6.2 공기
2.1.6.2.1 압력 0.5mpa 5kgf/cm2
2.1.6.2.2 10개 L / 분을 교환하세요
2.2. 적층기
2.2.1. 설계 요구 사항
2.2.1.1. 기계는 좋은 테이프와 가스킷으로 케케묵은 유형 배터리의 충돌을 싸는데 적합합니다.
2.2.1.2. 프로세서 플로우 : 전기 셀 → 공급에게 알루미늄을 청구하는 것 동시에 점착성 → 클램핑 위치설정 → 위치설정을 코팅하는 →의 껍데기를 벗깁니다 알루미늄 외피 → 공급 외피 (3 배 삽입되) → 공급.
2.2.1.3. 특징 : 외피는 깔대기 모양 가이드를 통하여 안내됩니다. 외피 안으로 3 번, 클램핑 추진을 위한 첫번째 2, 직접적 추진을 위한 지난 1 속으로 밀고 들어가세요. 외피는 단계적 이중 위치 잡지에 의해 로딩됩니다.
2.2.1.4. 롤 코어가 접착된 후 좌측에 대한 접착지의 길이는 L4입니다 :0.2 ~ 1 밀리미터
2.2.1.5. 릴에서 양측은 0 ~ 3 밀리미터의 절대적인 차이점으로, 대칭적입니다
2.2.1.6. 진동판 용지는 롤 코어가 접착되는 후에 핵심에 제조될 수 없습니다 (진동판 용지가 진동판을 노출시키지 않고 롤 코어의 내부로 굽혀집니다)
2.2.1. 7. 2.2.1. 7. 전극 조각과 진동판은 롤 코어가 접착되는 후에 손상되지 않을 것입니다
2.2.1.8 외피에 들어갈 때, 코일 코어와 외피 입 사이에 가이드홈이 있어야 합니다
2.2.1.9. 코일 코어 정부 귀는 하부 접착제를 붙이고 외피에 들어가는 절차 동안 구부러지지 않습니다
2.2.1.10 포탄에 들어간 후, 코일 코어와 포탄에서 옆 사이의 디 앵글은 ≤ 50입니다
2.2.1.11. 외피에 들어가는 것 뒤에 외피 바닥의 코일링 핵심과 내벽 사이의 거리는 L3일 것입니다 :0.5±0.2mm
2.2.1.12. 코일 코어와 외피 L1과 L2의 2개 모서리 사이의 거리는 요구합니다 : ≥0.1mm
2.2.1.13. 릴 코어와 외피 | l1-l2 | 1.5 밀리미터의 모서리 사이의 거리의 차이
2.2.1.14. 코일 코어가 외피에 들어간 후, 그것은 자동적으로 부정적 귀와 외피 입의 노출 사이의 거리를 시험하고, OK 또는 NG을 결정할 수 있습니다
2.2.1.15. 생산 자격 비율 ≥ 99.8%
2.2.1.16. 생산 수율 ≥ 95%.
2.2.1.17. 스위칭 모델의 작동 시간은 30 분을 초과하여서는 안됩니다
![]()
![]()
협력 갱신
1. 신 장비 약속
고객들에게 제공된 상품이 브랜드 뉴, 완전하고 사용하지 않은 장비이라는 것을 우리의 회사는 보장합니다.
2. 기밀성 갱신
어떠한 당의 서면 허가 없이, 상대편의 관련된 도면, 기술 정보, 사업 정보와 다른 기업 비밀과 기술적 비밀이 어쨌든 제 3자들로 누출되지 않아야 하기로 우리의 회사는 약속합니다.
3. 애프터 서비스 갱신
(1) 장비, 파티 비의 선적일로부터의 2개월이 장비가 결점이 있을 때 일년 이내에 적시이고 무료 보증에서 비인간 잘못에 책임이 있다고, 판매 후 서비스 직원은 고지를 받은 후 2 시간 이내에 대응할 것입니다. 상황에 따르면, 병력은 48 시간 이내에 적소에 있어야 합니다. 60 시간까지는, 구매자에 의해 생산의 연속성을 보장하고 ;
(2) 장비가 보증 기간 지나간 후, 문제가 있다면 양당은 그것을 전달하고 상대합니다. 필요하다면, 판매 후 인사는 그것을 수리하기 위해 보내지고 단지 비용이 고발될 것입니다. 즈에
(3) 양당에 의해 서명된 계약과 세부 협정에 명기된 보증 기간 동안, 회사는 자사 제품의 일반적 사용 동안 인적 피해에 의해 초래되지 않는 품질 문제를 위한 보증을 제공할 것입니다.













