
카드뮴 니켈은 기계 아연 니켈 배터리 플레이트 블랭킹 기계를 다이 컷합니다
2.1.1.막대기 시트 천공기에 대한 간결한 설명
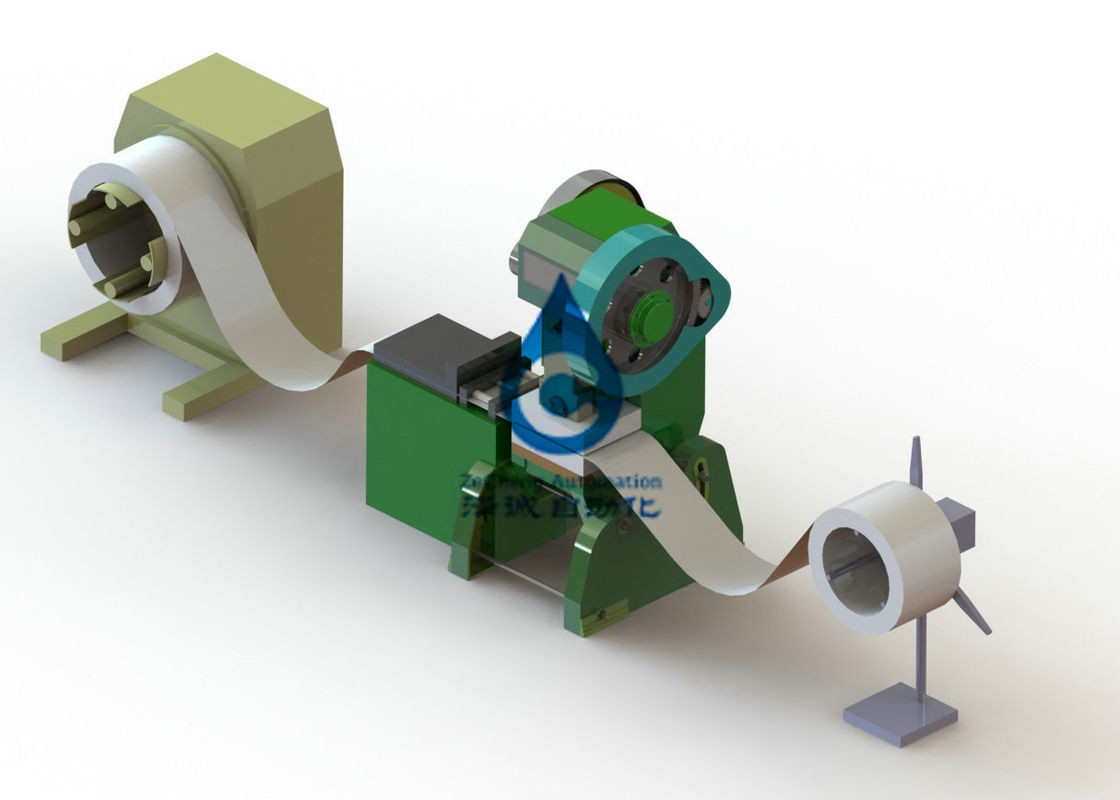
장비는 카드뮴-니켈 배터리, 아연-니켈 배터리, 니켈-수소 배터리, 철 니켈 배터리, 등과 같은 다양한 알칼리 전지의 풀-타입 전극 벨트의 블랭킹 프로세스에 적합합니다.2 워킹 모드가 있습니다 : 자동이고 매뉴얼입니다.기본 워크플로우, 롤링 장치의 자동 소행 방식, 폴 피스 차원 제거 공급의 길이에 따라 전달 메커니즘, 컨베잉 메커니즘을 통하여 극권에 설치된 명부는 펀치 곰팡이 위의 팩으로 데리고 옵니다, 상형의 곰팡이가 프레스 슬라이드블록에 설치되고 위로 차단하고 드라이브 모드 위의 하방 운동이 조각으로 절단하여 극단적으로 벨트의 곰팡이에 위치할 것입니다.다이와 펀치 테이블의 중심인 타발 홀을 통하여, 전극 조각은 펀치 하에 벨트 콘베어로 적하됩니다. 벨트 콘베어는 전극 조각을 분류 스테이션으로 전송합니다.끝난 막대자는 불완전한 다공성 스트립 소모로 형성되며, 그것이 자동 수확기에 감기고 코일이 되도록 수집됩니다.
2.1.2. 설계 요구 사항
2.1.2.1.폴 밴드의 최대 너비는 220mm.2.1입니다.
2.2.최대 전단 속도는 80 배 /min만큼을 있는 (막대기 시트의 길이가 75 밀리미터일 때)과 전단 속도가 조정할 수 있습니다.
2.1.2.3. 최대 전단력 길이는 300 밀리미터입니다.
2.1.2.4. 장치는 적어도 2의 워킹 모드를 가지고 있습니다 : 포인트 이동과 자동 조작.2 - 넘겨진 안전성 콘솔을 구축하세요.
2.1.2.5. 안전문 보호 소자는 장비 작업대의 앞과 뒤쪽에 제공됩니다. 단지 양쪽에 안전문이 닫힐 때 장비는 자동 워킹 모드에서 작동할 수 있습니까.
2.1.2.6. 장비의 실행 상태와 고장 통지의 LCD 디스플레이의 데이터를 모니터링하면서, 장비의 조작 제어판은 전원 스위치로서의 그와 같은 기능을 가지고 있습니다.
2.1.2.7 가이드 레일과 축과 같은 장비의 미끄러져 움직이고 회전부가 완전한 윤활화 장치를 갖추고 있습니다.장비는 타격, 뱃치, 유지 총수와 기타의 기능을 가지고 있습니다.장비는 받는 방전용 기계, 공급 장치와 벨트 콘베어와 배포의 인터페이스를 갖추고 있습니다.
2.1.2.8 리와인더는 빈번한 개시를 위해 적당한 제거를 수집하도록 전기적으로 이끕니다.전압 220V (380V),50Hz.
2.1.2.9. 강타하고 가위질한 후 막대자 폐기물이 상한에 뻗칠 때, 언코일러는 재료를 수집하는 것을 멈춥니다.웨이스트 스트립이 하한으로 떨어질 때, 실패는 물질을 언로딩시킵니다.공급 장치는 공급 장치의 속도를 보증하기 위해 스크랩 스트립 위의 적정 인장을 보증하기 위한 평형추를 가지고 있어야 합니다.다시 감기 기계의 샤프트를 탑재하는 소모 테이프 릴의 지름은 38 밀리미터입니다.리와인더 샤프트는 소모 릴 오리엔테이션 장치를 구비합니다.폴 밴드 위치 검출 센서의 위치는 조정할 수 있습니다.공급 장치의 속도 저감기의 설치 축 방향 위치는 연직축과 평행합니다 공급 장치의.수신 장치는 독립적 전기 적 동작 메커니즘을 가지고 있습니다.
2.1.2.10. 막대기 전단기의 생산 라인의 각 부의 노동 생활을 조정하고 각 부는 독립 조작과 디버깅의 기능을 가지고 있습니다.
2.1.2.11. 설계, 제조, 설치와 남극 전단의 디버깅은 적절한 국가적이고 산업적 상술과 일치합니다.
2.1.2.12. 극판 카우보이의 설명서 워킹 모드는 장비 점검과 디버깅, 새로운 주형 디버깅과 초기 작업을 위해 사용됩니다.초기 작업 동안, 수동적 드로잉 막대기 벨트는 공급 장치에 들어가고 매뉴얼 안내 폴 벨트가 펀치 금형에 들어갑니다. 포인트 연산의 몇 번 뒤에, 정상적 공급 긴장이 다시 감기 기계에 의해 발생될 때 폐기물은 피딩하는 기계 샤프트에 둘러싸여지고 자동 워킹 모드로 옮겨질 수 있습니다.













